İyi İşlenebilirlik ve Parlatılmış Önceden Sertleşmiş 1.2738 Dövme Çelik Blok
Eşdeğer notlar
| GB | DIN | AISI | ASSAB |
| 3Cr2NiMnMo | 1,2738 | P20 + Ni | 718 |
Kimyasal bileşim(%)
| C | Si | Mn | P | S | Cr | Mo | Ni |
| 0,28-0,40 | 0,20-0,80 | 0,60-1,00 | ≤0.03 | ≤0.015 | 1.40-2.00 | 0,30-0,55 | 0.80-1.20 |
Sertlik: Önceden sertleştirilmiş 33-37 HRC
Uygulamalar
1) Yüksek parlaklıktaki kalıplar için uygundur.
2) Kalıp çelik nitrür yüzey sertliği 650 ~ 700HV ulaştırabilir sonra, ürün sayısı 1 milyondan fazla ölmek ulaşabilirsiniz.
Yaklaşık 400 mm artı kalınlığında plastik kalıplar için çelik kalıp.
Eğer düzgün sertlik, yüksek tokluk ve cilalanabilirlik konturda da gereklidir. TV kutuları ve arka duvarları için kalıplar, fotokopi gövdeleri; amortisör kalıpları, ön paneller için kalıplar ve büyük dış gövde parçaları; atık kutusu kalıpları; basınçlı döküm çerçeveleri
Teslimat süresi
Stok kalemleri 15-20 gün; özelleştirilmiş ürünler 30-50 gün.
Ambalaj: Standart ihracat ambalaj; müşterilerin özel istekleri kabul edilir
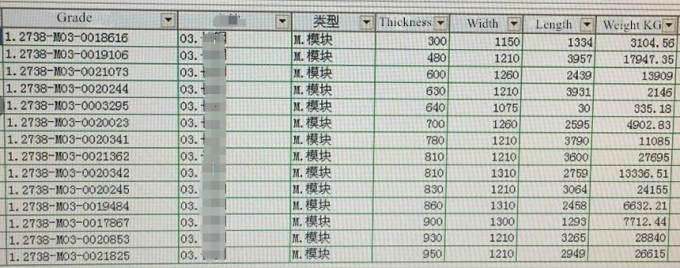
1.2738 dövülmüş çelik blok stok bilgisi
Bizim avantajlarımız
1. Yüksek kaliteli ve profesyonel üreticiler
2. Test ve imalat için geliştirilmiş teçhizatlar
3. Sorunuza göre özelleştirilmiş servis
4. Kısa teslim süresi
5. İyi satış sonrası servis
genel bakış
1.2738 takım çeliği önceden sertleştirilmiş plastik kalıp çeliğidir.
Cr-Ni-Mo alaşımlı çeliğin vakumla eritilmesi için gelişmiş kalıp çelik rafine teknolojisi kullanılarak 1.2738 çelik.
Çeliğin mükemmel parlatma ve foto-gravür çiçek performansı vardır; mükemmel işlenebilirlik; iyi aşınma direnci; büyük kalıpların düzgün sertliği, yoğun doku; Hiçbir söndürme kırma ve ısıl işlem deformasyon riski, ısıl işlem olmaksızın kalıp yapma döngüsü kısaltır; İyi Yüzey nitrürleme performansı; kalıp yüzey sertliğini ve aşınma direncini arttırmak için yüzey alev sertleştirme işlemi olabilir.
Söndürmeden önce kalıp, tam yumuşatılmış tavlama gerekir. Söndürme işlemi tamamlandıktan sonra yavaş ısıtma uygulanmalıdır.
EDM EDM'den sonra kalıba zarar vermemek için küçük bir akım, yüksek frekans olmalıdır. Deşarj olduktan sonra, "kıvılcım beyaz tabakasını" çıkarmak için kalıp yüzeyi öğütülmeli ve daha sonra stres kaldırmak için 500 ° C'de temperlendi.
Öğütme işleminden sonra kalıp temperleme, öğütme çatlaklarını ve yüzey yumuşamasını önlemek için şunlara dikkat etmeliyiz: tam soğutma; öğütme basıncı uygun; işleme teknolojisi makul.
Çelik ön-sertleştirilmiş çelik iyi parlatma özelliklerine sahiptir ve genellikle alümina veya alçı ile parlatılır. Birincisi kaba atıştır ve daha sonra her bir değişim yönü için giderek daha fazla sayıda ince aşındırıcı cilalama, aşındırıcı parlatma kullanmalı, son parlatma süresi çok uzun olmamalıdır, aksi takdirde kalıp yüzeyindeki pürüzlülüğü etkileyecektir.
Nitrasyon, kalıp yüzey sertliğini artırabilir, aşınma direncini ve korozyon direncini iyileştirebilir. Çelik önceden sertleştirilmiş olsa da, ancak yine de sertliği artırmak için ısıyla ısıl işlem yapabilir.


 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!